产品详情
一、概述
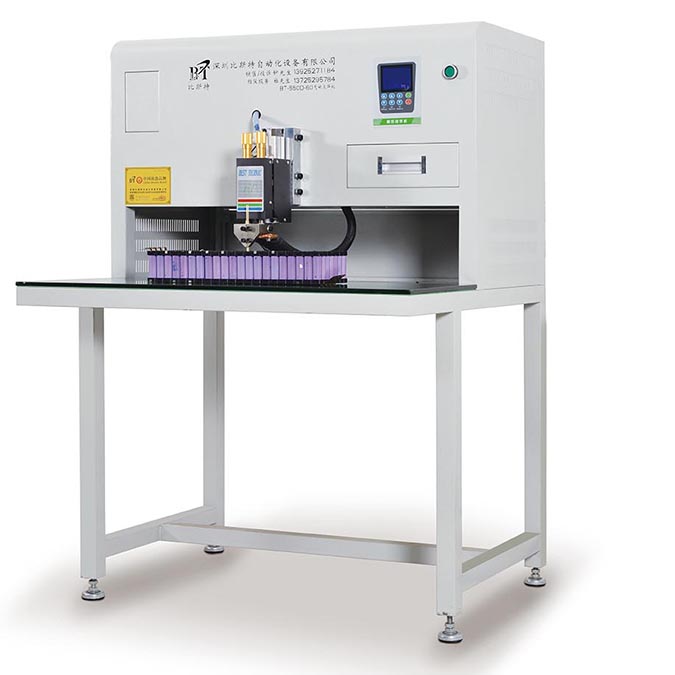
BT-550D-60精密气动点焊机是我公司最新推出高水平点焊机,是根据目前国外最先进点焊机的原理而设计的。采用微电脑单片机控制和电源补偿技术,主要具有以下几大特点:
1、外形美观、轻巧。
2、焊点美观,火花小,无发黑,且焊接电流稳定,焊点大小均匀。
3、完全克服锂电池点焊后出现低压和出水现象,是您生产组装电池的理想设备。
4、由于该机采用微电脑单片机控制,可以实现单脉冲、双脉冲及多脉冲焊接。
5、各项参数微电脑化,采用LCD液晶显示,键面式调节,准确、直观、方便。
6、BT-550D-60具有对位准确,适合小帽电芯的焊接,合格率高等特点。
7、两焊针的压力独立调节,且调节方便,确保焊接压力稳定可靠。
二、主要技术参数
1、电源:AC 220V±10% 50Hz±5%Hz 2KW
2、气源:0.4-0.8Mpa 无水无杂质
3、输出最大功率: 16KVA
4、焊接电流:00-99
5、整机重量:48KG
6、外形尺寸:800L×900W×1280H(单位:mm)
7、适用范围:适用于镀镍钢带0.03mm~0.3mm的多种焊接片(0.15-0.3建议开导流槽)。
适用于纯镍带0.03mm~0.2mm的多种焊接片,(0.15-0.2建议开导流槽)
凸点镍片0.25mm-0.35
三、BT-550D-90使用说明及操作步骤
1、电源开关:押入电源开关,采用复位式按钮,往里按时电流接通,再按一次复出电源切断。
2、确认已接好气源
3、工作指示:打开电源时,LCD显示器。
4、预焊电流(BI):是指第一个脉冲的高度,其设定大小为0-99,通常选择15左右试机,其大小调节应根据实际焊接电流大小而定,一般来说,焊接电流大,预焊电流相应地加大。
5、焊接时间(WT):是指第二个脉冲的宽度,总时长为1-9mS,根据具体焊接效果选择焊接时间,通常选择1-2mS。
6、焊接电流(WI):是指第二个脉冲的高度,其设定范围为0-99,通常选择20左右试机,其大小调节应根据实际焊接效果而定。
7、设置好初步点焊参数后,放入被焊物,踩脚踏开关一次,气缸下降,当焊针接触到被焊物,焊头内光电开关打开,进行一次焊接输出,焊好后取出,测试焊接拉力,检查焊接效果,并适当调节焊接参数,使效果达到最佳
8、切换(Switch):指切换到厂家设置模式,需调整时联系厂家。
9、清零(Clear):清除原来的焊接次数计数,每焊接一次,自动计数一次
10、保险丝座:30A保险丝分别在电器箱左下角。
11、焊接开关:在机头内,两面开关为串联连接。
12、焊接压力调整旋钮:调节压力大小,按顺时针方向旋转压力增大,反之则减小。
13、机头滑动体。
14、焊针。
15、焊针宽度调整螺丝。
16、焊针高度调整螺丝。
17、拉杆。
18、焊接物放置台。
19、放置台高度调整螺丝。
20、置物台高度定位螺丝。
四、保修承诺
1、公司的设备自出厂之日起保修二年,期间正常使用发生故障由我公司负责维修。
相关推荐



 扫描手机咨询
扫描手机咨询
 当前位置:
当前位置:
![{$r[title ]}](/uploadfile/2020/0316/20200316061413649.png)
![{$r[title ]}](/uploadfile/2018/0516/20180516063546435.jpg)
![{$r[title ]}](/uploadfile/2018/0117/20180117104235306.jpg)
![{$r[title ]}](/statics/js/kindeditor/attached/image/20240712/20240712173426_56835.png)